| Главная » Статьи » Общие |
Производство высокопрочных болтов
Основные размеры болтов и шпилек зависят от условий формирования резьбы. Накатывание резьбы болта или шпильки происходит без упора отклонения от основных значений главных диаметров резьбы. Зависимость происходит не от средних значений диаметра заготовки и механических характеристик, а от параметров режима накатывания. 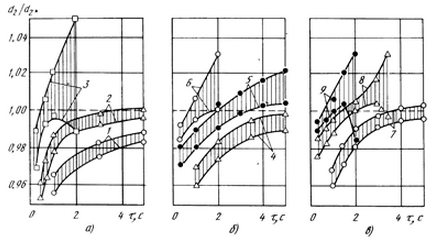 Данный рисунок показывает зависимость относительного среднего диаметра резьбы болта: d2/d2* (d2, d2* - основное и фактическое значение диаметра резьбы болта и продолжительность времени процесса. Заштрихованы поля, характеризуют разброс размеров. Значения отношения d2/d2* > 1 дают накатывание в заполненном контуре. Главное влияние на разброс размеров резьбы болтов оказывают колебания диаметра заготовки и давления в гидросфере. Разброс диаметров резьбы уменьшается при накатывании на упоре, высокая степень точности до 5 мкм. Он ограничивает значения максимального радиального перемещения роликов и, как следствие, максимальное значение силы накатывания. Если нагрузка на подвижный ролик больше необходимой силы накатывания, то благодаря упору заготовка болта воспримет лишь требуемую часть. Большее перемещение ролика ограничено упором, внутренний и средний диаметры резьбы болта получаются практически независимыми от диаметра заготовки болта. Наружный диаметр резьбы болта и, как следствие, степень заполнения контура в значительной мере зависят от отклонения значений диаметра заготовки болта под накатывание. •Овальность - с = d2max/d2 min и конусообразность - К = (d2i — d2j)/ lb; •Максимальный и минимальный средние диаметры резьбы в одном поперечном сечении - d2 max и d2 mln; •Средние диаметры резьбы в сечениях i и j на расстоянии lб между ними - d2i и d2j; Такие результаты исследований показывают: Конусообразность и овальность резьбы при накатывании без упора увеличиваются при нарастании радиальной подачи роликов, главный момент – они не зависят от нее при накатывании на упоре; Калибрование резьбы уменьшает её овальность и конусообразность, при накатывании резьбы с большой радиальной подачей. Чтобы предусмотреть её калибрование в течение τк = 1/n3, где n3 — частота вращения заготовки болта. Для производства высокопрочных болтов необходима точность и для других крепёжных изделий и резьбу нужно накатывать на упоре станка, исключающем заполнение контура инструментов, однако продолжительность накатывания должна обеспечивать калибрование резьбы в течение τк. Источник: http://www.mfz55.ru/ | |
Категория: Общие | Добавил: IU55 (31.05.2013)
| Автор: Ирина  
| |
| Просмотров: 855 | Теги: |